Introduction
The global bag market is becoming increasingly competitive in 2026 as more brands launch customized backpacks, tote bags, cosmetic bags, and travel bags for retail and e-commerce businesses. Instead of investing in their own production facilities, many companies now cooperate with a professional Private Label Bag Manufacturer to reduce development costs and accelerate product launches.

A reliable Private Label Bag Manufacturer helps brands create customized products with exclusive logos, unique packaging, tailored materials, and stable bulk production support. This manufacturing model is especially popular among Amazon sellers, Shopify brands, wholesalers, retailers, and startup businesses seeking flexible OEM and ODM solutions.
Unlike generic stock suppliers, experienced manufacturers focus on long-term brand development. They provide stronger quality control, better customization options, and more stable production systems that help businesses grow in highly competitive global markets.
Many international buyers now prefer cooperating with an experienced OEM bag manufacturing partner to improve sourcing efficiency and product consistency.
1. Stronger Product Customization for Brand Growth
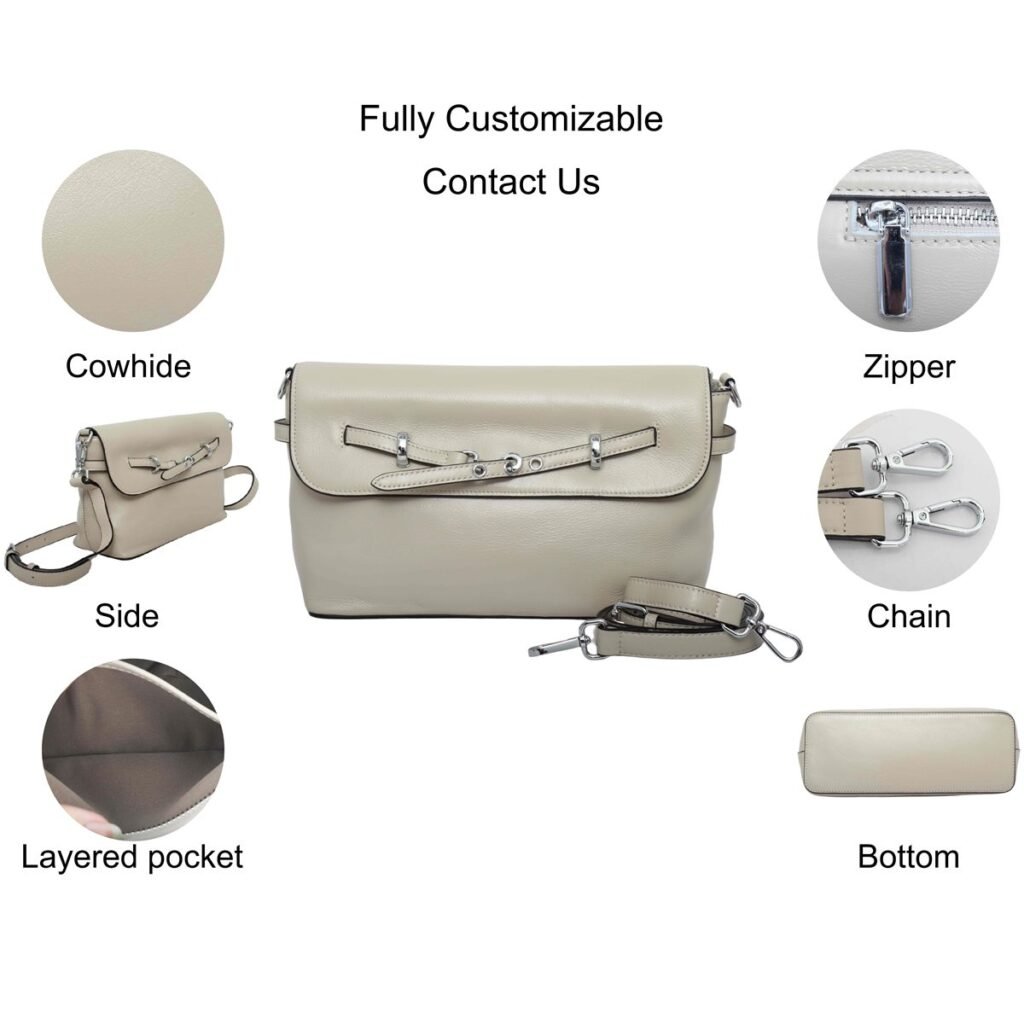
One of the biggest benefits of working with a Private Label Bag Manufacturer is the ability to fully customize products based on brand positioning and target customer preferences.
Professional factories usually support:
- Custom logo printing
- Embroidery logos
- Rubber logo patches
- Personalized packaging
- Custom lining
- Hardware customization
- Exclusive color matching
This allows brands to create products that stand out in crowded online and retail markets.
Many growing brands now cooperate with a custom backpack manufacturer to develop exclusive structures and functional designs for travel, outdoor, school, and business markets.
Why Product Customization Matters
Customized products help brands:
- Build stronger brand identity
- Improve customer loyalty
- Increase retail pricing potential
- Differentiate from competitors
- Enhance product value perception
As competition grows in 2026, product uniqueness becomes increasingly important for e-commerce and wholesale businesses.
2. Lower Inventory Risk with Flexible MOQ
Inventory management is one of the biggest challenges for new brands and online sellers.
A professional Private Label Bag Manufacturer usually offers flexible MOQ support compared to traditional factories with strict minimum order requirements.
This flexibility is ideal for:
- Startup brands
- Amazon sellers
- Shopify stores
- Promotional companies
- Small wholesalers
Working with a low MOQ bag manufacturer allows businesses to test products without carrying excessive inventory risks.

Why Flexible MOQ Is Important
Low MOQ production helps businesses:
- Reduce sourcing pressure
- Improve cash flow
- Launch products faster
- Test market demand
- Expand product categories gradually
This flexibility is especially important in fast-changing online retail markets.
3. Faster Sampling and Product Development
Fast sampling remains one of the most valuable advantages of working with an experienced Private Label Bag Manufacturer.
Professional factories often have dedicated sample development teams that support:
- Technical drawing analysis
- Material sourcing
- Prototype optimization
- Logo positioning
- Structure adjustments

Typical sample lead times include:
- Simple bags: 3–5 days
- Complex OEM bags: 7–10 days
Fast development support allows brands to respond quickly to new market trends.
Why Fast Sampling Matters
Rapid sampling helps brands:
- Shorten development cycles
- Improve seasonal planning
- Launch products faster
- Reduce communication delays
- Test multiple product ideas efficiently
This is particularly important for social commerce and fast-growing e-commerce businesses.
4. Better Material and Hardware Quality
Material quality directly impacts bag durability, appearance, and long-term customer satisfaction.
A reliable Private Label Bag Manufacturer should provide multiple material options based on market positioning and product requirements.
Popular materials include:
- 나일론
- 캔버스
- 폴리에스테르
- PU 가죽
- Waterproof fabric
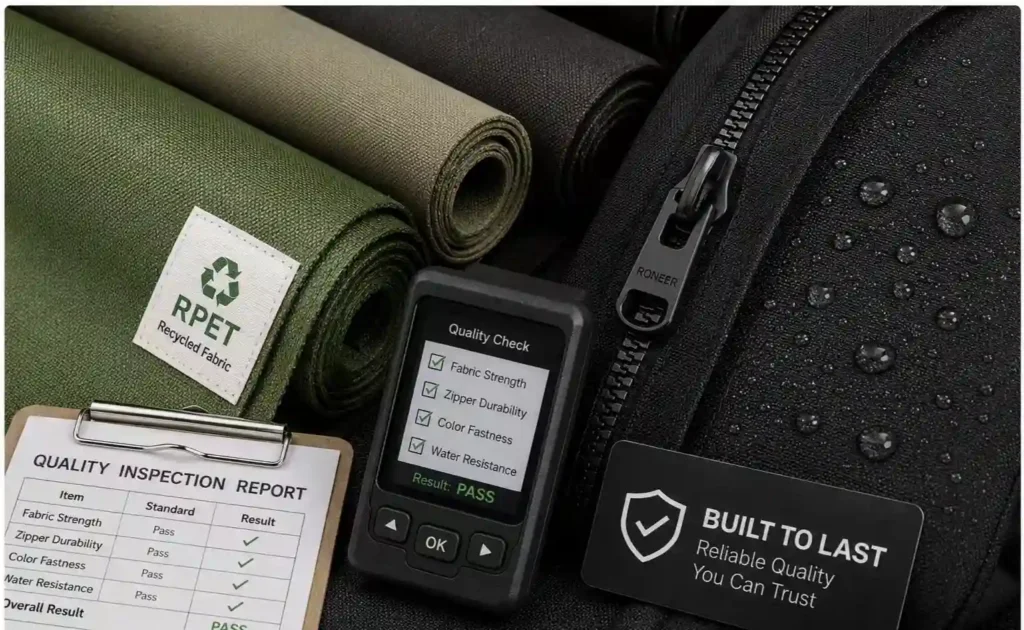
- RPET recycled materials
Professional factories also provide higher-grade hardware solutions, including:
- Premium buckles
- Waterproof zippers
- Reinforced handles
- Durable shoulder straps
Many export factories now use YKK zippers to improve durability and smoother long-term performance.
Growing Demand for Sustainable Materials
Sustainability is becoming a major purchasing trend in 2026.
Many global brands now cooperate with a sustainable bag manufacturer to develop eco-friendly products using recycled materials and environmentally responsible packaging.
Some suppliers also follow Global Recycled Standard requirements for sustainable production management.
5. More Stable Quality Control Systems
Consistent quality is essential for long-term business growth and customer retention.
Professional Private Label Bag Manufacturer factories usually implement strict quality control systems throughout production.
A standard QC process often includes:

IQC (Incoming Quality Control)
Inspection of fabrics, accessories, and hardware before production begins.
IPQC (In-Process Quality Control)
Monitoring stitching quality, logo placement, and assembly during production.
OQC (Outgoing Quality Control)
Final product inspection before shipment.
A strong quality control in bag manufacturing system helps factories reduce defect rates and improve shipment consistency.
Why Quality Control Matters
Strict QC systems help brands:
- Reduce customer complaints
- Improve product consistency
- Maintain retail quality standards
- Lower after-sales costs
- Protect brand reputation
6. More Efficient Bulk Production Capacity
Production stability is another important factor when choosing a Private Label Bag Manufacturer.
Experienced factories usually provide:

- Multiple production lines
- Skilled sewing workers
- Stable production scheduling
- Delivery management systems
- Export packaging support
An experienced wholesale backpack supplier is also better prepared to handle large export orders during busy seasons.
Why Stable Production Matters
Stable production systems help businesses:
- Reduce shipment delays
- Improve inventory planning
- Avoid stock shortages
- Support long-term growth
Factories with mature export systems are also more familiar with international compliance standards.
7. Easier Private Label Brand Expansion
A professional Private Label Bag Manufacturer helps businesses expand more efficiently into international markets through customized OEM and ODM manufacturing solutions.
Services often include:
- Custom logo application
- OEM manufacturing
- ODM development
- Custom packaging
- Barcode labeling
- Retail-ready packaging
This makes it easier for brands to sell products through:
- Amazon
- Shopify
- Retail chains
- Wholesale distribution
- Promotional campaigns
Why Private Label Production Is Growing
Private label manufacturing allows brands to:
- Build independent product lines
- Increase profit margins
- Improve product positioning
- Strengthen global competitiveness
This business model continues growing rapidly across fashion, travel, outdoor, and promotional industries.
8. Better Export Experience and Compliance Support
International buyers usually prefer factories with strong export experience and recognized compliance systems.
Professional manufacturers often support:
- Export carton standards
- Barcode labeling
- Packaging compliance
- International shipping coordination
- Factory audit support
Many overseas buyers also prioritize suppliers with BSCI certification because it reflects stronger factory management and social compliance standards.
Why Export Experience Matters
Export-experienced factories help businesses:
- Reduce communication problems
- Improve shipment efficiency
- Avoid packaging mistakes
- Minimize compliance risks
This is especially important for long-term international partnerships.
9. Long-Term Cost Efficiency for Growing Brands
Although cheaper suppliers may seem attractive initially, experienced Private Label Bag Manufacturer factories usually provide better long-term value.
Reliable factories help businesses reduce:
- Product defect costs
- Shipment delays
- Reorder problems
- Communication inefficiencies
- After-sales risks
A professional custom bag manufacturer also helps brands optimize materials, production methods, and packaging solutions to improve long-term profitability.
Why Long-Term Partnerships Matter
Stable manufacturing partnerships help businesses:
- Improve sourcing efficiency
- Maintain consistent quality
- Build scalable product systems
- Expand into new markets faster
Long-term cooperation often creates better pricing stability and smoother communication.
자주 묻는 질문
What is a private label bag manufacturer?
A private label bag manufacturer produces customized bags using your brand logo, packaging, and design requirements instead of selling generic stock products.
What is the MOQ for private label bags?
MOQ normally ranges from 300 to 1000 pieces depending on bag style, material selection, and customization complexity.
Can private label manufacturers provide custom packaging?
Yes. Most professional factories support custom packaging, woven labels, hang tags, barcode stickers, and export cartons.
How long does private label bag production take?
Bulk production usually requires 25–45 days after sample approval and deposit confirmation.
Can private label bag manufacturers help with product design if I only have an idea?
Yes. A professional Private Label Bag Manufacturer can support full product development even if you only provide a basic concept or reference image.
Experienced OEM/ODM factories usually offer:
- Technical sketch development
- Structure optimization suggestions
- Material recommendations
- Functional improvement ideas
- Sample prototyping based on concept
This is especially useful for startups and Amazon sellers who do not have in-house design teams but want to develop unique products quickly.
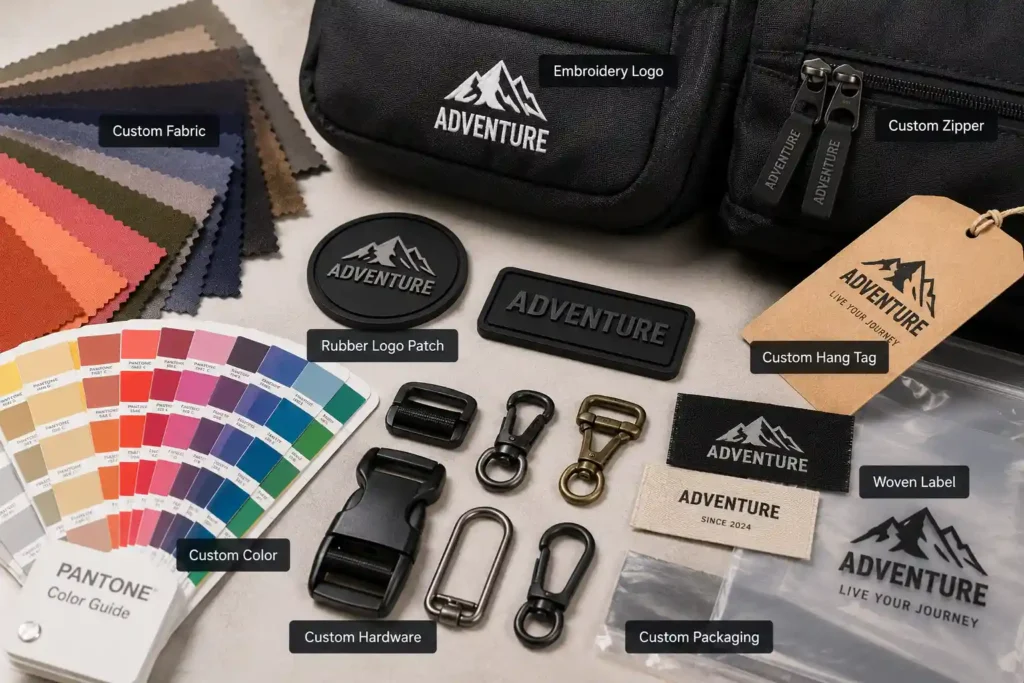
What customization options are available for private label bag production?
Most professional OEM bag manufacturers offer full customization options to support brand differentiation, including:
- Logo printing (silk screen, heat transfer, embroidery, rubber patch)
- Fabric selection and color customization
- Zipper and hardware customization
- Internal structure design (pockets, compartments, padding)
- Custom packaging and labeling
- Hang tags and barcode stickers
Advanced factories can also support custom tote bag manufacturer level structural modifications for fashion and retail brands.
How do I choose a reliable private label bag supplier in China?
When selecting a private label bag manufacturer in China, buyers should evaluate several key factors:
- Verified OEM/ODM export experience
- Stable sample development capability
- Strict QC system (IQC, IPQC, OQC)
- Material sourcing transparency
- Production capacity and delivery reliability
- International certifications (BSCI, ISO, etc.)
A reliable supplier should also provide clear communication, fast sampling, and consistent bulk production support to ensure long-term cooperation stability.

결론
Working with a professional Private Label Bag Manufacturer helps brands improve product customization, reduce sourcing risks, and scale production more efficiently in competitive global markets. Reliable manufacturing partners provide stronger quality control, flexible MOQ support, faster sampling, and stable bulk production systems that support long-term business growth.
As competition continues increasing in 2026, brands that cooperate with experienced OEM and ODM factories will have stronger advantages in product development, operational efficiency, and global market expansion.
If you are looking for an experienced OEM/ODM bag factory with flexible customization, low MOQ, fast sampling, and stable bulk production, RONEER provides professional private label bag manufacturing solutions for global brands, wholesalers, retailers, and e-commerce businesses.